
It's the chunk of steel that's caused many valuable lessons in broken tap removal. Like any cutting tool, the Spiral Point Tap has a time and place. It's often considered the less versatile choice; but, when you're a machinist, no tool is a one-hit wonder. The spiral point tap is a through-hole specialist and more.
Spiral Point Taps
Spiral point taps, not to be confused with spiral flute taps, have straight flutes with a slant ground into the point. This slant creates a left-hand helix only on the tapered portion of the tap. This design feature, called a negative rake angle, pushes chips into the hole. Therefore, spiral points are not recommended for blind hole tapping, where the hole is closed on one end (more on this later).
Through Hole Tapping
A spiral point tap is designed to evacuate chips ahead of the cutting direction in a through-hole. Rather than compacting or defying gravity (on a vertical machining center), the string of threads shoot cleanly out the other end of the hole.
Chamfer Selection
Since we're dealing with through-holes, we have several options for point condition, or chamfer. The ideal choice for easy starting and alignment is a taper tap which has the longest chamfer. You can determine if you need a shorter plug or bottoming tap by measuring the amount of clearance beneath your through-hole. The easiest way to measure through-hole clearance is to stick the depth gauge of your calipers through the hole: guiding the probe down to the table or fixture, slide the neck of the caliper down to touch the workpiece.
How long is a tap chamfer?
Taps come in three main chamfer types based on the number of teeth before the tap achieves full major diameter:
- Taper Taps (7-10 teeth) offer the easiest alignment and starting force. By the time the teeth engage material, the point is deep in the hole, eliminating drift and mechanically locating the tap.
- Plug Taps (3-5 teeth) are a middle-ground between bottoming and taper taps. They are easy to start, have decent tool life, and their shorter chamfer is more likely to be acceptable for blind tapping than taper taps.
- Bottoming Taps (1-2 teeth) are invaluable in a machine shop where blind holes are the norm. They are the most difficult to start, but this is fixed by machining a chamfer into the hole opening.
How long is a tap chamfer in inches/mm?
You could use your calipers to find where the chamfer ends, but if someone stole your calipers or you're waking up from bed in a cold sweat because you forgot to measure your through-hole clearance -- or you just like print-outs -- then here are a couple of takeaways to stick on your toolbox or CAD/CAM workstation.
Formula
This is one of the easiest calculations in machining. It is pretty much self explanatory.
Tap chamfer length in inches: No. of Teeth divided by TPI.
Tap chamfer length in mm: No. of Teeth multiplied by pitch.
Cheat Sheet
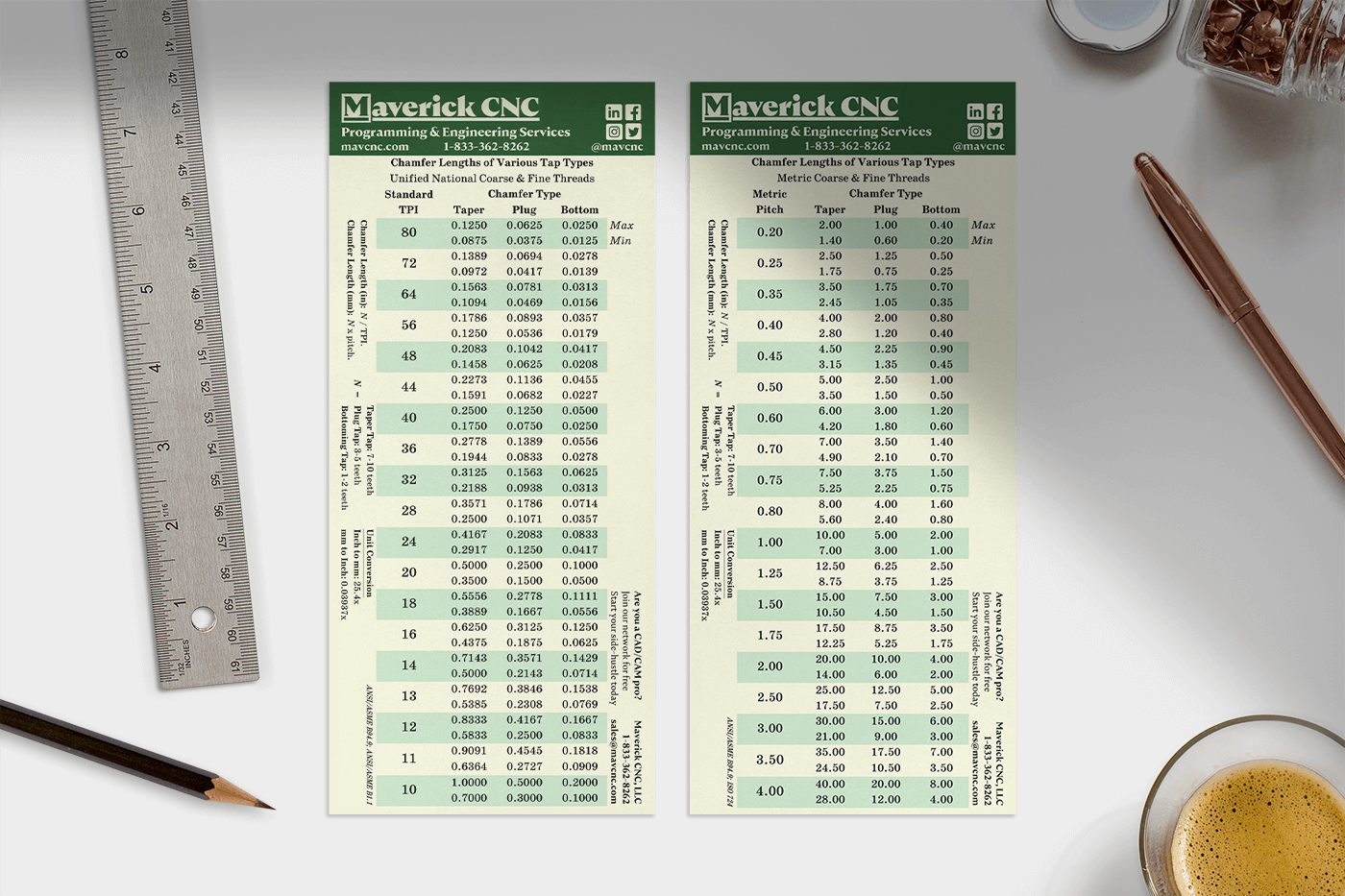
Purchase high-quality printout of our technical cheat sheets to keep important measurements in your desk and toolbox.
You can also receive a selection of machinist cheat sheets of your choice when you start your first gig with Maverick CNC.
Blind Hole Tapping
Spiral point taps will definitely bury chips inside your blind hole. The risk here, at worst, tap breakage; at best, wasting time cleaning compacted chips out of your workpiece, especially multiple holes and manufacturing at scale.
Is there ever a case to use spiral points in a blind hole?
"If it's all you have on-hand," is not the right answer. At least, not one we have to confess out-loud. The real answer is one reason bottoming spiral points exist, but you can use any spiral point when: the bottom of your hole is deeper than the bottom of your tap point. That last word is key! The full taper of your spiral point tap needs clearance at the bottom of the hole where it will not touch the pile of chips at the bottom. Use the Chamfer Length Calculation above.
You can also use spiral points when your blind hole isn't so blind, i.e. in a port hole, or counterbore, where the threaded hole terminates at a smaller-diameter through-hole.
At Maverick, we often use port holes to easily blow-out bolt holes when unloading mill fixture subplates, so there are no old, compacted chips hiding and corroding inside our tooling.
Contact Maverick CNC today for a free consultation on your machining needs!
+1 833-3-MAVCNC (833-362-8262)
linkedin | facebook | instagram | twitter